A luistiventtiili on lineaarinen liikeeristyslaite, joka ohjaa virtausta nostamalla tai laskemalla litteää tai kiilanmuotoista porttia kohtisuoraan putkilinjan poraukseen nähden – ja öljynpoistossa se on edelleen hallitseva venttiilityyppi halkaisijaltaan suurissa, korkeapaineisissa päälinjan eristyksessä, jossa vaaditaan täyttä, esteetöntä virtausta ja toistuvaa käyttöä ei tarvita. mukaan Global Valve Market Report 2023 (MarketsandMarkets) , sulkuventtiilit vastaavat noin 28 % kaikista öljyn ja kaasun tuotantoketjun alkupään sektorille myydyistä venttiileistä yksikkömäärän mukaan , toiseksi vain palloventtiilit, ja segmentin arvo on yli 2,1 miljardia dollaria vuodessa. Jokaisen porausinsinöörin, tuotannonvalvojan ja hankintaasiantuntijan perustavaa laatua oleva tieto on ymmärtää tarkalleen, mikä luistiventtiili on, miten se toimii ja mihin se kuuluu öljykenttäjärjestelmässä.
Mikä on luistiventtiili ja miten se toimii?
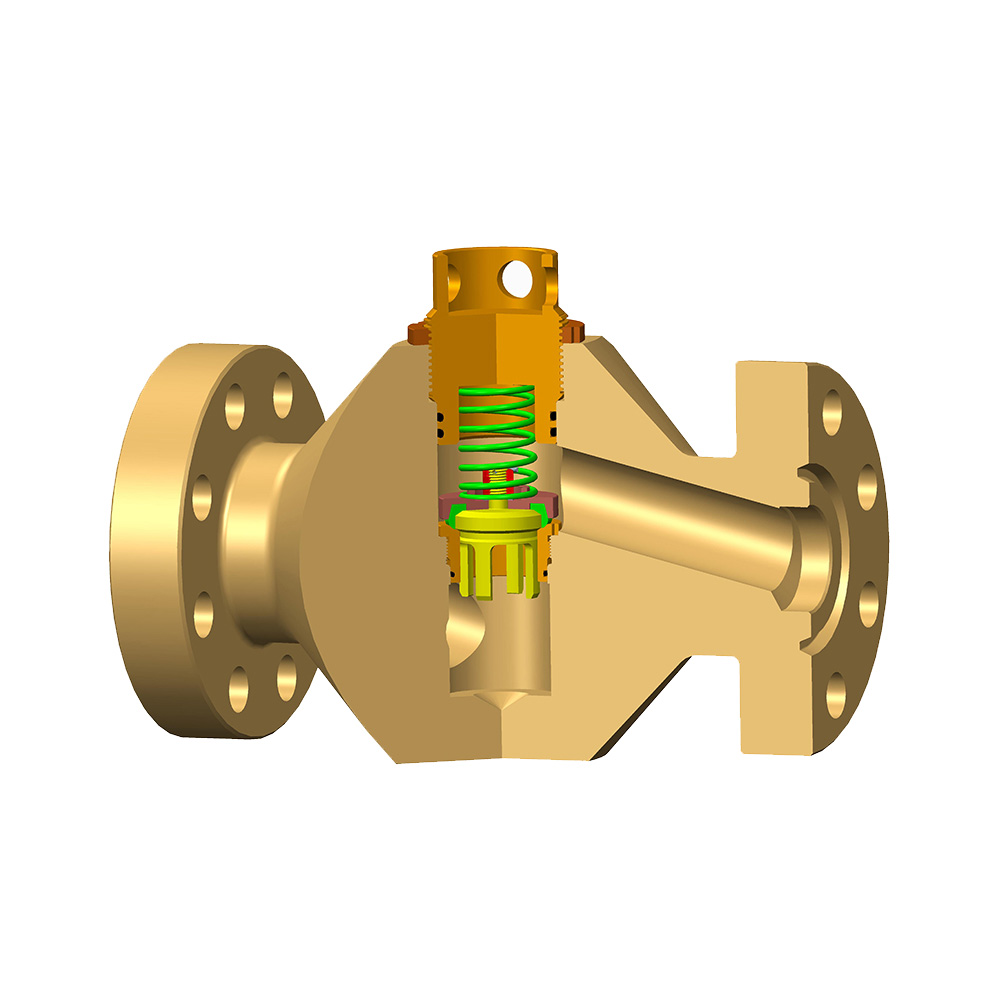
A luistiventtiili toimii siirtämällä porttia – litteää kiekkoa tai kartiomaista kiilaa – kohtisuoraan virtaussuuntaan nähden joko kokonaan sisään konepellin onteloon (täysin auki) tai sulkemalla kokonaan reiän (täysin kiinni). Toisin kuin 90 astetta pyörivä palloventtiili, luistiventtiili vaatii käsipyörän tai toimilaitteen varren useita täydellisiä kierroksia liikkuakseen avoimen ja kiinni-asennon välillä, minkä vuoksi se luokitellaan monikierrosventtiili . Täysin avoimessa asennossa portti vetäytyy kokonaan sisään konepellin virtausreitin yläpuolelle jättäen esteettömän, täysreikäisen kulkureitin, jossa painehäviö on käytännössä nolla - kriittinen etu korkeavirtauksellisissa raakaöljyn runkolinjoissa, joissa pienikin rajoitus aiheuttaa mitattavissa olevan tuotantohäviön.
Öljykentän ydinkomponentit luistiventtiili ovat:
- Venttiilin runko: Painetta pitävä kuori, tyypillisesti taottu hiiliteräksestä (ASTM A105), seosteräksestä (ASTM A182 F22) tai ruostumattomasta teräksestä. Rungossa on virtausaukot ja istuimet, ja siinä on koko putkilinjan paineluokitus – jopa 20 000 psi äärimmäisessä HPHT-kaivonpääpalvelussa.
- Portti (levy): Liukuva suljinelementti. Kiinteät kiilaportit, joustavat kiilaportit, jaetut kiilaportit ja rinnakkaiset laattaportit ovat öljyhuollossa käytettävät neljä pääversiota, joista jokaisella on erilaiset tiivistysominaisuudet ja lämpösitoutumiskestävyys.
- Istuimet: Kaksi istuinpintaa rungon sisällä, joita vasten portti tiivistyy, kun se suljetaan. Öljykenttäpalveluissa istuimet ovat kiinteät (koneistettu rungosta), asennettu (vaihdettava renkaat) tai kovapintaiset Stellite- tai volframikarbidilla estämään hiekkakuormaisen raakaöljyn aiheuttamaa eroosiota.
- Varsi: Siirtää pyörimismomentin käsipyörästä tai toimilaitteesta portin lineaariseen liikkeeseen. Eiusevan varren mallit osoittavat visuaalisesti venttiilin asennon (varsi nousee auki ollessaan); Eiusemattomat varret pitävät varren täysin suljettuna – suositeltava, kun korkeusvara on rajoitettu offshore-lautoilla.
- Konepelti: Ylempi suljin, joka tiivistää kehon ontelon ja ohjaa vartta. Ruuvattavat konepellit ovat vakiona useimmissa öljykenttäpalveluissa; painetiivistepeltiä käytetään yli 900# (ASME-luokka 900), missä konepellin vuotoriski on suurin.
- Pakkaus ja tiiviste: Varren tiivistejärjestelmä, joka estää ulkoisen vuodon. H2S-hapokaasupalvelussa pakkausmateriaalien ja tiivistysholkkien rakenteita on noudatettava NACE MR0175 / ISO 15156 estämään sulfidijännityshalkeilua ja myrkyllisen H2S:n vapautumista.
Öljynpoistossa käytettyjen luistiventtiilien tyypit
Päämiehiä on viisi luistiventtiili mallit, joita käytetään öljyn alkupään öljytoimintoihin, joista jokainen on suunniteltu vastaamaan tiettyyn paineen, lämpötilan, nestetyypin ja kiertotiheyden yhdistelmään.
1. Kiiltävä luistiventtiili
Kiinteä kiila on yksinkertaisin ja laajimmin käytetty luistiventtiili suunnittelu öljykenttäpalvelussa. Yksiosainen kartiomainen portti asettuu kahta kulmassa olevaa runko-istuinta vasten ja tarjoaa luotettavan tiivistyksen laajalla paine- ja lämpötila-alueella. Kiinteät kiilarakenteet ovat vakiona syövyttämättömälle raakaöljylle ASME-luokkaan 2500 asti (noin 6 250 psi 100 °F:ssa). Niiden rajoituksena on alttius lämpösidoksille – kuumassa käytössä portin ja rungon välinen lämpölaajenemisero voi lukita portin istuimia vasten, jolloin venttiili ei avaudu. Tästä syystä umpikiilaventtiilejä käytetään harvoin höyryruiskutukseen tai korkean lämpötilan (yli 500 °F) kaivohuoltoon.
2. Joustava kiilaporttiventtiili
Taipuisassa kiilassa on kehän suuntainen ura, joka on leikattu porttiin, jonka avulla istuinpinnat voivat taipua itsenäisesti, mikä kompensoi pieniä istuimen kohdistusvirheitä ja vähentää lämpösidontaa. Joustava kiila luistiventtiilis ovat suositeltu rakenne höyrytulva- ja lämpö-EOR-ruiskutuslinjoille, joissa lämpötilat voivat ylittää 343 °C (650 °F). mukaan ASME B16.34 (2021) , joustavat kiilamallit takaavat tiukemman tiivistyksen korkean lämpötilan käytössä kuin kiinteät kiilat säilyttäen samalla vastaavat paineluokat.
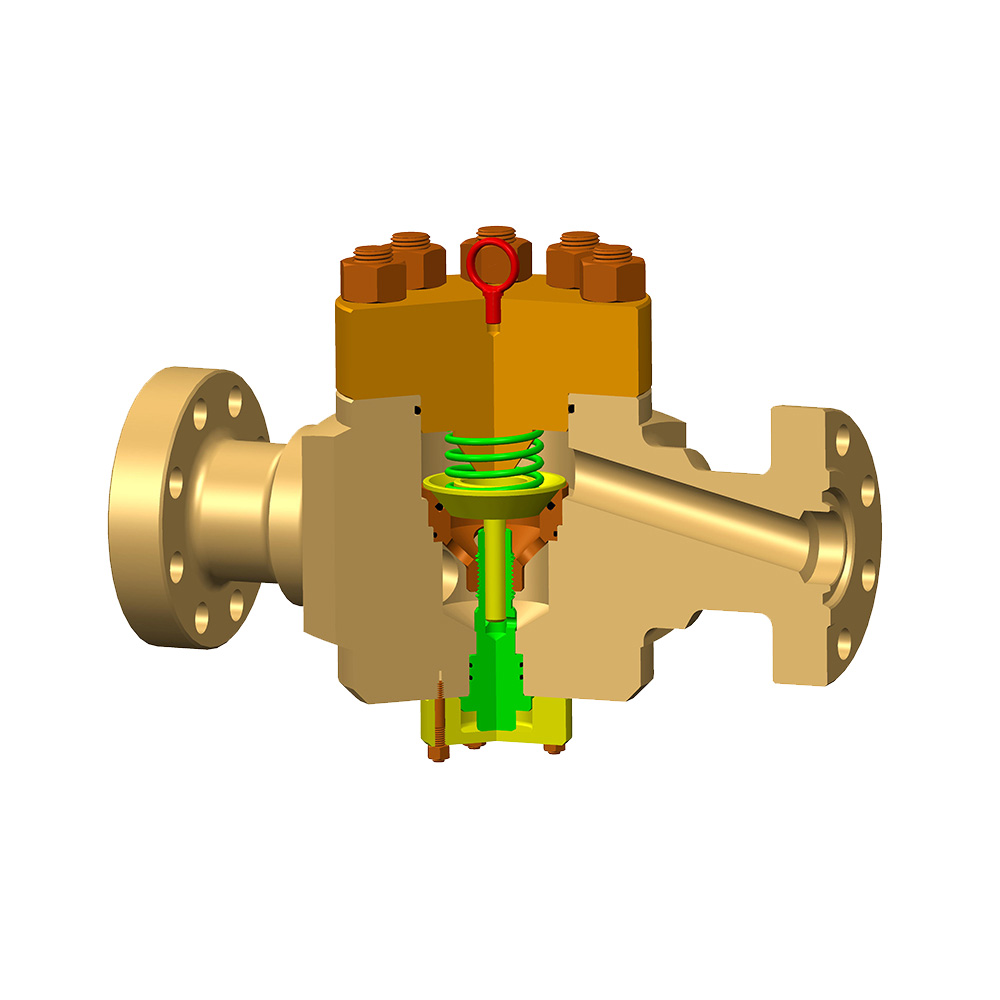
3. Rinnakkainen laattaporttiventtiili (laajeneva luistiventtiili)
Yhdensuuntainen laatta luistiventtiilis käytä kahta yhdensuuntaista porttisegmenttiä – laatta ja välikappale – jotka leviävät mekaanisesti erilleen suljetussa asennossa kiinnittääksesi molemmat istuimet samanaikaisesti, mikä tarjoaa kaksinkertaisen tiivistyksen. Tämä muotoilu on hallitseva valinta kaivonpää- ja joulukuusipalvelu API 6A:n mukaan, koska se eliminoi lämpösidontaongelman kokonaan (portti ei kiilaistu istuimia vasten), sallii putkistojen kulkemisen tasapinnaisen reiän läpi ja saavuttaa vuotamattoman metalli-metallitiivistyksen jopa 20 000 psi:n paineissa. Laajentuva luistiventtiili on korkein tekninen ominaisuus luistiventtiili öljyteollisuudessa.
4. Veitsen sulkuventtiili
Veitsiluukkuventtiileissä käytetään ohutta, teräväreunaista porttia, joka leikkaa viskoosin tai lietetyyppisen nesteen läpi sulkemisen saavuttamiseksi. Öljykenttäsovelluksissa veitsi luistiventtiilis käytetään tuotetun veden käsittelyjärjestelmissä, porauslietteen käsittelyssä ja leikkaavissa lietelanjoissa, joissa tavanomaiset kiilaportit tukkeutuisivat kehoonteloon kerääntyvien kiintoaineiden vuoksi. Ne eivät sovellu korkeapaineiseen huoltoon – suurin nimellispaine on tyypillisesti 150 psi – 300 psi – mutta ne ovat erittäin tehokkaita alhaisen paineen, korkean kiintoainepitoisuuden omaavien nesteiden käsittelyssä.
5. Läpivientiventtiili
Putken läpi luistiventtiilis niissä on täysreikäinen aukko itse portissa, joten kun venttiili on auki, virtausreitti kulkee portin läpi eikä sen yläpuolella. Tämä poistaa kehon ontelosta taskun, johon kiinteät aineet, vaha tai hydraatit voivat kerääntyä tavanomaisissa porttimalleissa. Läpivientimallit on määritelty laajasti raakaöljyn vientiputket ja sikojen vastaanottosovellukset joissa sisäinen puhtaus ja siivoavuus ovat pakollisia. Niitä käytetään myös maalla haudatuissa putkilinjan eristysasemissa, joissa venttiilin ontelon tyhjennys on epäkäytännöllistä.
Luistiventtiili vs. palloventtiili vs. palloventtiili: mikä sopii öljynpoistoon?
Väärän venttiilityypin valinta öljykenttäsovellukseen on yksi yleisimmistä ja kalleimmista hankintavirheistä – luistiventtiili, joka on määritetty paikkaan, jossa vaaditaan palloventtiili, voi tarkoittaa epäonnistunutta ESD-vastetta, kun taas palloventtiili, joka on määritetty luistiventtiilin sijaintipaikkaan, lisää tarpeettomia kustannuksia. Alla oleva taulukko tarjoaa suoran teknisen vertailun, joka perustuu API 6D-, API 6A- ja ASME B16.34 -palveluvaatimuksiin:
| Kriteerit | Gate Valve | Palloventtiili | Maapallon venttiili |
|---|---|---|---|
| Operating Motion | Lineaarinen monikierros (hidas) | Neljänneskierros pyörivä (nopea) | Lineaarinen monikierros (hidas) |
| Virtausvastus (täysin auki) | Erittäin matala (täysi reikä) | Erittäin matala (täysireikäinen muotoilu) | Korkea (S-muotoinen virtausreitti) |
| Hätäsammutus (ESD) | Ei sovellu (liian hidas) | Erinomainen (alle 1 sekunti) | Ei sovellu |
| Kuristus / virtauksen säätö | Ei suositella (eroosioriski) | Ei suositella (vakioreikä) | Erinomainen |
| Max paine (API-luokitus) | Jopa 20 000 psi (API 6A) | Jopa 15 000 psi (API 6A) | Jopa 6 000 psi (ASME 2500#) |
| Pigable (sikakäytävä) | Kyllä (läpiputkisuunnittelu) | Kyllä (täysreikäinen muotoilu) | Ei |
| Jakson taajuuden soveltuvuus | Matala (harvinainen eristys) | Korkea (10 000 sykliä) | Keskikokoinen |
| Suhteellinen ostohinta (sama koko/luokka) | Matala – keskitaso | Keskikokoinen–high | Keskikokoinen |
| Lämpösitoutumisriski | Kyllä (umpikiilatyyppi) | Ei | Ei |
| Paras käyttötapa öljynpoistossa | Suurireikäinen päälinjan eristys, kaivon pääventtiilit (laajeneva portti) | ESD, kaivonpään siipiventtiilit, vedenalainen eristys | Kemikaalien ruiskutusvirtauksen ohjaus, sähköjärjestelmät |
Taulukko 1: Tekninen vertailu luistiventtiilistä, palloventtiilistä ja palloventtiilistä öljynpoistopalvelussa. Tiedot perustuvat API 6A-, API 6D- ja ASME B16.34 -spesifikaatioihin.
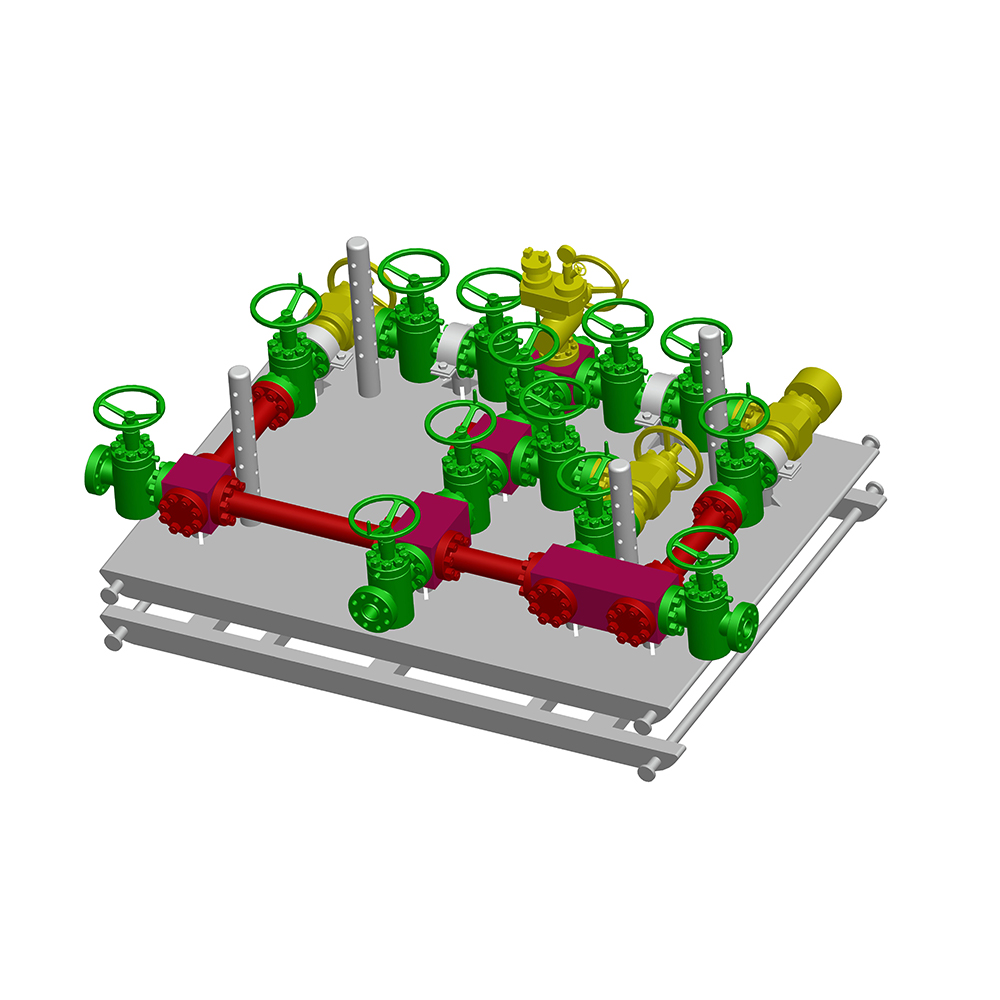
Missä luistiventtiilejä käytetään öljynoton arvoketjussa
Luistiventtiilit esiintyä tietyissä, tarkasti määritellyissä paikoissa jokaisessa öljyntuotantojärjestelmässä – valittu ei siksi, että ne olisivat yleisesti ylivoimaisia, vaan koska niiden yhdistelmä täysreikäistä virtausta, korkeapainekapasiteettia ja matalataajuista toimintaa vastaa päälinjan eristyksen ja kaivonpään pääventtiilin huoltoa paremmin kuin mikään muu venttiilityyppi.
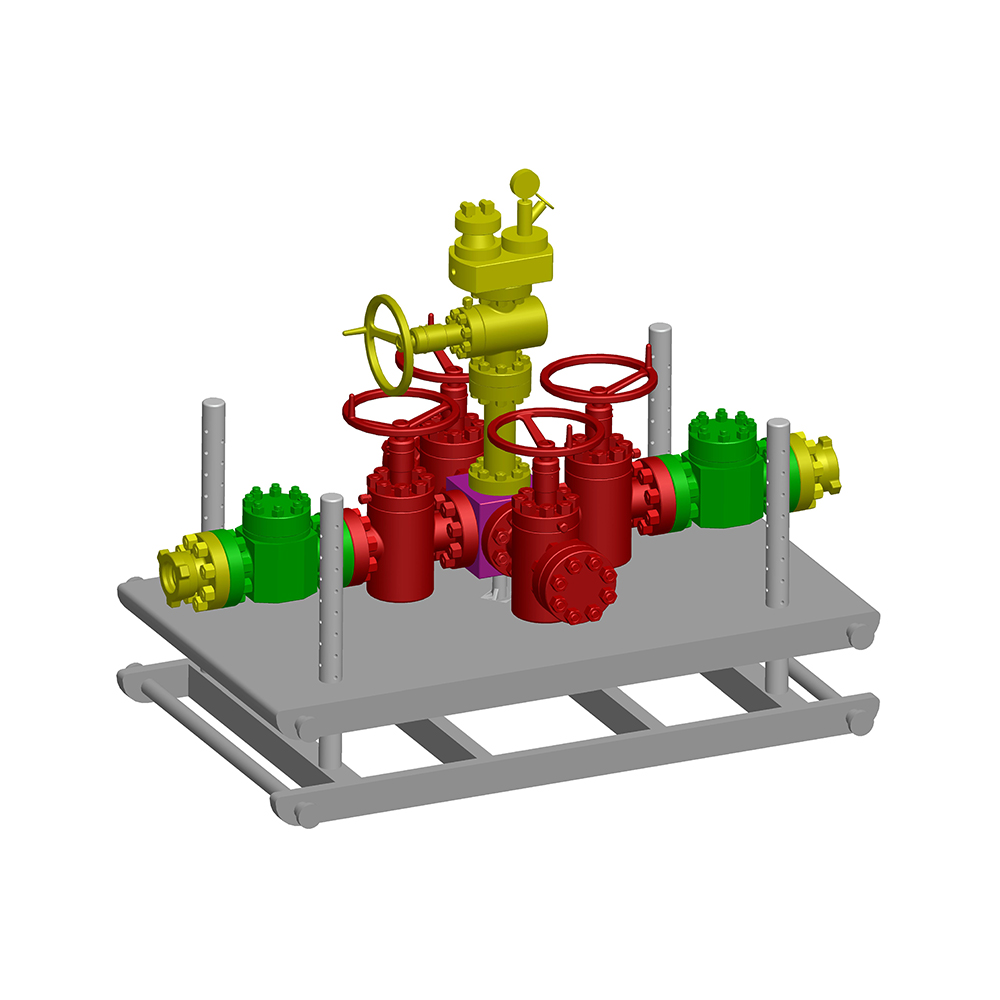
Wellhead Master Valve (pinta- ja vedenalainen)
Kaivon pääventtiili – ensisijainen eristysventtiili säiliön ja pintatuotantojärjestelmän välillä – on useimmissa API 6A -luokitelluissa kaivonpääkokoonpanoissa laajeneva rinnakkaisluistiventtiili (kutsutaan myös laattasulkuventtiiliksi). Tämä rakenne tarjoaa vuotottoman metalli-metallitiivistyksen jopa 20 000 psi:n paineissa, käsittelee hiekkaa ja kalkkia tukkimatta venttiilin onteloa (läpiputken kokoonpano) ja säilyttää tiivistyksen eheyden myös pitkän käyttämättömyyden jälkeen – kriittinen vaatimus harvoin käytettäville pääventtiileille. mukaan API-spesifikaatio 6A (Twenty-First Edition, 2018) , kaikkien kaivonpään sulkuventtiilien on läpäistävä hydrostaattinen kuoritesti 1,5-kertaisella nimelliskäyttöpaineella ja istukkatesti nimelliskäyttöpaineella ilman näkyvää vuotoa.
Raakaöljyn runkolinjan ja vientiputkien eristäminen
Halkaisijaltaan suurissa raakaöljyputkissa (nimellisreikä 12–48 tuumaa), luistiventtiilis ovat taloudellinen valinta päälinjan lohkoventtiiliasemille, sikaloukun eristykseen ja hätälohkopaikkoihin. Näissä suurissa kooissa akseliin asennettu täysreikäinen palloventtiili voi maksaa 3–5 kertaa enemmän kuin vastaava API 6D -luistiventtiili. Koska päälinjan lohkoventtiilit toimivat harvoin - tyypillisesti vähemmän kuin 12 kertaa vuodessa - palloventtiilien nopeusedulla ei ole merkitystä, joten luistiventtiilit ovat kustannusoptimaalinen valinta. 24 tuuman, luokan 600 API 6D läpimenevä putkiventtiili tyypillisessä eristysasemassa on noin 40 % alhaisempi pääomakustannuksiltaan kuin vastaava täysreikäinen palloventtiili. Pipeline and Gas Journalin (2022) julkaisemat alan hankintojen vertailutiedot .
Kaivon poraus- ja viimeistelytyöt
Luistiventtiilit ovat kiinteä osa BOP-pinoa ja porausreiän eristysjärjestelmiä porauksen aikana. The luistiventtiilien poraus BOP-pinon täytyy käsitellä hyvin tappavaa nestettä, sementtilietettä ja korkeapainekaasupotkuja – kaikki yhdessä venttiilissä. API 16A -luokiteltujen BOP-kuristin- ja pysäytyslinjojen sulkuventtiilien on kestettävä jopa 20 000 psi:n painetta ja toimittava luotettavasti vaativimmissakin virtausolosuhteissa missä tahansa öljykentällä. Samoin kaivon valmistumisen aikana luistiventtiilis valmiissa merkkijonon eristysjakotukin ohjauksessa rengasnesteen kierto ja joulukuusen tasaus.
Veden ruiskutus ja tehostettu öljyn talteenotto (EOR)
Veden ruiskutusjärjestelmät, jotka ylläpitävät säiliön painetta tai toteuttavat vesitulvan EOR:n, käyttävät suuria määriä luistiventtiilis ruiskutusjakoputkissa ja jakeluputkissa. Ruiskutuspaineet vaihtelevat tyypillisesti välillä 1 000 - 5 000 psi, ja virtausnopeudet voivat ylittää 100 000 tynnyriä päivässä (bpd) ruiskutusasemaa kohden, mikä edellyttää suurireikäisiä venttiileitä, joissa luistiventtiilin taloudellinen tilanne on pakottava. Höyryruiskutukseen lämpö EOR (käytetään raskaan öljyn tuotannossa kentillä, kuten Kanadan öljyhiekalla), joustava kiila luistiventtiilis ASME Class 900 tai Class 1500 ruostumaton teräs tai seosteräs on määritelty käsittelemään höyryä jopa 650 °F:n (343 °C) lämpötiloissa ja 2500 psi:n paineissa.
Tuotetun veden käsittely ja hävittäminen
Tuotettu vesi – raakaöljyn kanssa yhdessä tuotettu suolavesi – on erotettava, käsiteltävä ja joko ruiskutettava uudelleen tai hävitettävä. Jokaisessa tuotetun vedenkäsittelyn vaiheessa, luistiventtiilis (usein veitsiporttimallit korkealle kiintoainepitoisuudelle) eristää suodattimet, desanderit ja ruiskutuspumput. Tuotetun veden syövyttävyys (korkea kloridipitoisuus, joka sisältää usein CO2:ta ja H2S:ää) vaatii luistiventtiilin rungot ruostumattomasta duplex-teräksestä (UNS S31803) tai superduplex-teräksestä (UNS S32750), jotta estetään piste- ja rakokorroosio, joka aiheuttaisi hiiliteräksen ennenaikaisen vian.
Öljynpoiston luistiventtiilejä koskevat keskeiset standardit
Jokainen luistiventtiili alkupään öljyntuotannossa käytettyjen on täytettävä vähintään yksi pakollinen alan standardi – ja vaatimustenvastaiset venttiilit hylätään asennusta edeltävässä tarkastuksessa, mikä aiheuttaa kalliita viiveitä ja 8–20 viikon uudelleenhankinta-aikoja suurireikäisille korkeapaineisille tuotteille.
| Vakio | Myöntävä elin | Luistiventtiilien laajuus | Avainvaatimus |
|---|---|---|---|
| API 6A (21. painos, 2018) | American Petroleum Institute | Kaivonpää- ja joulukuusenluukkuventtiilit jopa 20 000 psi:iin asti | Shell-testi 1,5x WP:llä; nollavuoto istuimen testi; palotesti PR2:lle |
| API 6D (24. painos, 2014) | American Petroleum Institute | Putkilinjojen sulkuventtiilit, läpivientiputkien suunnittelu | Mittavaatimukset, syklin testaus, materiaalit, antistaattinen |
| API 16A (4. painos, 2017) | American Petroleum Institute | BOP kuristus- ja sulkulinjan sulkuventtiilit | Arvioitu 20 000 psi:iin; suorituskyvyn testaus hankaavalla lietteellä |
| ASME B16.34 (2021) | ASME International | Luistiventtiilit in ASME pressure classes 150 to 4500 | Seinämän paksuus, rungon rakenne, testipaineet materiaalin ja luokan mukaan |
| NACE MR0175 / ISO 15156 (2015) | NACE International / ISO | Kaikki luistiventtiilit hapan (H2S) huollossa | Materiaalin kovuusrajat (max 22 HRC C-teräkselle); SSC vastus |
| API 6FA / API 607 (2016) | American Petroleum Institute | Pehmeillä tai joustavilla istukkailla varustettujen luistiventtiilien palotestaus | Istuimen tiiviste on säilytettävä 30 minuutin palamisen jälkeen 982 °C:ssa. |
| ISO 14313 (2007) | ISO | Putkilinjan sulkuventtiilit (kansainvälinen vastine API 6D:lle) | Hyväksytty API 6D:tä vastaavaksi useimmissa kansainvälisissä projekteissa |
Taulukko 2: Öljynpoiston luistiventtiileihin sovellettavat ensisijaiset alan standardit sekä myöntävä elin, soveltamisala ja keskeiset vaatimustenmukaisuusvaatimukset. Lähteet: API, ASME, NACE International, ISO.
Materiaalin valinta luistiventtiileille öljykenttäympäristöissä
Oikea materiaalivalinta a luistiventtiili öljynpoistossa estää kolme yleisintä vikatilaa - sulfidijännityshalkeilu (SSC) H2S-palvelussa, kloridipistekuormitus tuotetussa vedessä ja virumisvika korkean lämpötilan EOR-ruiskutuksessa. Väärän metalliseoksen valinta voi johtaa katastrofaaliseen venttiilivikaan viikkojen kuluessa asennuksesta.
- Hiiliteräs (ASTM A216 WCB / A105N): Vakiona makean raakaöljyn palvelulle (H2S alle 0,05 psia:n osapaine) lämpötiloissa -20 °F - 800 °F. Hitsauksen jälkeinen lämpökäsittely (PWHT) ja kovuuden säätö alle 22 HRC:n mukaan vaaditaan NACE MR0175:n mukaan jopa nimellisesti makeassa käytössä ohimenevän H2S-altistuksen varalta.
- Matalalämpöinen hiiliteräs (ASTM A352 LCB / LCC): Pakollinen arktisissa maissa ja syvänmeren offshore-sovelluksissa, joissa suunnittelulämpötilat laskevat -50 °F (-46 °C). Charpy-iskutestaus vähimmäissuunnittelulämpötilassa vaaditaan ASME B16.34:n ja API 6D:n mukaan.
- Seosteräs (ASTM A182 F11 / F22 / F91): Vaaditaan korkean lämpötilan huoltoon, joka on yli 399 °C (750 °F) höyrytulva-EOR-kaivoissa ja korkeapaineisissa höyrynruiskutuskokonaisuuksissa. F91 (9Cr-1Mo-V) tarjoaa erinomaisen virumiskestävyyden 593 °C:n (1 100 °F) käytön aikana, ja se on valittu materiaali ylikriittiseen höyryruiskutukseen.
- 316 / 316L ruostumaton teräs: Soveltuu tuotetun veden ja meriveden ruiskutuspalveluun alle 60 °C:n lämpötiloissa. Tämän lämpötilan yläpuolella kloridin aiheuttamasta jännityskorroosiohalkeilusta (Cl-SCC) tulee riski, ja vaaditaan duplex-laatuja.
- Duplex ruostumaton teräs (UNS S31803 / 2205): Vakiomateriaali tuotettuun veteen, meriveden ruiskutukseen ja miedosti hapan huoltoon (H2S alle 1 psia osapaine). Tarjoaa noin kaksinkertaisen myötölujuuden 316 SS:n ja pistekorkeusekvivalenttiluvun (PREN) yli 32, mikä mahdollistaa kloridipistekuormituksen jopa 150 °F:n (65 °C) lämpötiloissa.
- Super Duplex ruostumaton teräs (UNS S32750 / 2507): Tarkoitettu aggressiiviseen hapankaasu- ja korkeakloridipitoiseen vesihuoltoon. PREN yli 40 varmistaa pistesyöpymisen kestävyyden merivedessä jopa 185 °F (85 °C) lämpötilassa. Per NACE MR0175, osa 3 , Super duplex on hyväksyttävä happamassa käytössä, kun se on liuoshehkutettu ja karkaistu oikean mikrorakenteen ja kovuuden saavuttamiseksi (enintään 310 HV10).
- Inconel 625 / 718 (UNS N06625 / N07718): Varattu kaikkein aggressiivisimmille palveluille – korkealle H2S-osapaineelle (yli 100 psia), korkealle CO2:n osapaineelle (yli 30 psia) ja kohonneille lämpötiloille. Käytetään ensisijaisesti luistiventtiilien varsiin, istukkaisiin ja sisäisiin verhoiluihin HPHT-kaivoissa, joissa hiiliteräs ja ruostumattoman teräksen seokset ovat molemmat herkkiä korroosiolle. Inconel 625 luistiventtiilin sisäosat voivat pidentää huoltovälejä kahdesta vuodesta yli 10 vuoteen kovassa hapan käytössä, mikä merkitsee merkittäviä elinkaarikustannussäästöjä korkeammista materiaalikustannuksista huolimatta.
Öljyntuotannon luistiventtiilien yleiset vikatilat
Ymmärtäminen luistiventtiili vikamekanismit antavat huoltotiimille mahdollisuuden toteuttaa kohdennettuja tarkastusohjelmia ja pidentää venttiilien käyttöikää – vähentää odottamattomien seisokkien tiheyttä, jotka maksavat alkupään käyttäjille arviolta 38 miljardia dollaria maailmanlaajuisesti vuodessa menetetty tuotanto (Wood Mackenzie, 2022) .
- Istuimen eroosio hiekasta ja kiinteistä aineista: Hiekalla kuormitettu raakaöljy nopeuksilla yli 10 jalkaa/s kuluttaa porttien istuinpintoja asteittain, erityisesti osittain avoimissa asennoissa. Kovapintaiset Stellite- tai volframikarbidiistuimet lisäävät eroosionkestävyyttä 5–8-kertaisesti pehmeisiin tai karkaisemattomiin istuimiin verrattuna. Kaikki luistiventtiilis hiekkaa tuottavissa kaivoissa tulee toimia joko täysin auki tai kokonaan suljettuina – ei koskaan osittain halkeilla auki.
- Varren tiivisteen vuoto: Ulkoinen varren vuoto on pinnan yleisin huolto-ongelma luistiventtiilis , mikä on noin 35–40 % kaikista tuotantolaitosten venttiilihuoltotyötilauksista (Lähde: Energiainstituutin hyvän käytännön opas venttiilien hallinnasta, 2021 ). Grafiittitiiviste säilyttää tiivistyksen pidempään kuin PTFE kuumassa käytössä, mutta vaatii huolellista tiivistysholkkien säätöä ylipuristumisen ja varren takertumisen estämiseksi.
- Lämpösidonta (umpikiilamallit): Höyryn ruiskutus ja korkean lämpötilan huolto voivat saada kiinteän kiilan lukkiutumaan istuimia vasten jäähtyessään, mikä edellyttää hydraulista nostoa tai lämpökäsittelyä portin vapauttamiseksi. Tämä vika voi poistaa kaivon pääventtiilin käytöstä, mikä saattaa edellyttää tuotannon pysäyttämistä korjaamista varten. Ratkaisu on määrittää joustavat kiila- tai laajenevat laattaporttimallit kaikissa yli 149 °C:n lämpötiloissa.
- Kavitaatio- ja tärinävauriot: Luistiventtiilit operated in the partially open position generate turbulent flow and pressure differentials that cause cavitation and internal vibration. Over time, this erodes body walls, damages seats, and can fracture the gate. The correct solution is to install a dedicated control valve or choke for flow modulation and keep gate valves fully open or fully closed.
- Sulfide Stress Cracking (SSC) happamassa palvelussa: Luistiventtiilin varret ja pultit, jotka on valmistettu lujasta teräksestä, jonka kovuus on yli 22 HRC, ovat herkkiä SSC:lle liuenneen H2S:n läsnä ollessa – halkeilu voi tapahtua muutaman tunnin sisällä ensimmäisestä altistumisesta. Tämä otetaan huomioon NACE MR0175 -materiaalien vaatimustenmukaisuudessa hankintavaiheessa. Vaatimustenvastaisen lujan pulttien korvaaminen kustannusten alentamiseksi on dokumentoitu perimmäinen syy katastrofaalisiin luistiventtiilin vioittumiseen hapankaasulähteillä.
- Inaktiivisuuden aiheuttama kohtaus: Luistiventtiilit that remain open for years without operation — common on mainline block valves — can develop corrosion, scale, or wax deposits that bond the gate to the seats, making the valve impossible to close when needed. Annual partial-stroke or full-stroke exercise testing per the API 6A:n suosittelema ylläpitoohjelma estää kouristukset ja varmistaa toimivuuden ennen hätätilanteen ilmaantumista.
Toimilaitevaihtoehdot öljyntuotannon automatisoiduille luistiventtiileille
Vaikka suurin osa luistiventtiilis öljykenttäpalveluissa käsikäyttöisiä, kauko- ja automatisoitua toimintaa tarvitaan miehittämättömissä kaivopaikoissa, merenalaisissa asennuksissa ja turvallisuuden kannalta kriittisissä eristyspisteissä. Alla olevassa taulukossa verrataan toimilaitevaihtoehtoja luistiventtiileille öljyhuoltopalveluissa:
| Toimilaitteen tyyppi | Aktivointiaika | Vikaturvallinen vaihtoehto | Tyypillinen luistiventtiilisovellus |
|---|---|---|---|
| Hydraulinen (lineaarinen sylinteri) | 15-120 sekuntia | Kyllä (jousipalautus tai akku) | Kaivon pääventtiili, vedenalaiset puuluistiventtiilit |
| Pneumaattinen (lineaarinen sylinteri) | 30-180 sekuntia | Kyllä (kevätpaluu) | Pintakaivon pään sulkuventtiilit, putkilinjan lohkoventtiilit |
| Sähköinen (MOV, monikierros) | 60-300 sekuntia | Viimeinen sijainti (UPS-tuella valinnainen) | Etäputkilinjan päälinjan eristys, ei-turvallisuuskriittiset lohkoventtiilit |
| Sähköhydraulinen (paikallinen HPU) | 20-90 sekuntia | Kyllä (akku kiinni) | Miehittämättömät etäkaivonpäät, putkilinja-asemat ESD-vaatimuksella |
Taulukko 3: Automaattisten luistiventtiilien toimilaitetyyppien vertailu öljynpoistossa, mukaan lukien käyttönopeus, vikasietokyky ja suositeltu sovellus.
Usein kysyttyjä kysymyksiä öljynpoiston luistiventtiileistä
Kysymys 1: Mikä on kaivon pään huoltoon tarkoitetun sulkuventtiilin suurin paine?
Under API 6A (Twenty-First Edition, 2018) , kaivonpään laajeneva laatta luistiventtiilis on saatavana paineluokissa 2 000, 3 000, 5 000, 10 000, 15 000 ja 20 000 psi. 20 000 psi:n (20 K) luokka on korkein tällä hetkellä standardoitu, ja sitä käytetään erittäin syvissä HPHT-kaivoissa Meksikonlahdella, Pohjanmerellä ja avomerellä Brasiliassa, missä säiliön paine ylittää 15 000 psi:n sulkupaineen kaivonpäässä.
Q2: Miksi luistiventtiilejä ei voida käyttää kuristukseen öljyntuotannossa?
A luistiventtiili osittain avoimessa asennossa käytettynä tuottaa turbulenttia, nopeaa virtausta pienennetyn rengasmaisen raon yli portin reunassa – tila, joka keskittyy eroosion erittäin pienelle alueelle istuimen ja portin tiivistepinnassa. Hiekkaa tuottavassa raakaöljyhuollossa tämä voi tuhota istukkapinnat muutamassa tunnissa, jolloin seurauksena on pysyvä läpivuoto jopa venttiilin ollessa täysin kiinni. Virtauksen säätämiseen on käytettävä erillistä kuristinventtiiliä, ohjausventtiiliä tai V-lovipalloventtiiliä. Luistiventtiilit on suunniteltu vain täysin avoimeen tai täysin kiinni toimintaan.
Kysymys 3: Mitä eroa on nousevan varren ja ei-nousevan varren luistiventtiilin välillä?
Nousevassa varressa luistiventtiili , kara liikkuu ylöspäin pois kannesta venttiilin avautuessa, mikä antaa selkeän visuaalisen osoittimen venttiilin asennosta – auki, kun kara on täysin ulos vedettynä, sulkeutuu, kun se on täysin sisään vedettynä. Tämä rakenne vaatii riittävän pystysuoran välyksen venttiilin yläpuolelle, mikä tekee siitä epäkäytännöllisen matalan välyksen offshore-lavaputkistoissa. Non-rising-stem (NRS) -mallissa kara pysyy paikallaan ja porttimutterin sisäiset kierteet muuttavat pyörimisen portin liikkeeksi – varsi ei ulotu konepellin yläpuolelle. NRS-mallit ovat suositeltavia, jos korkeus on rajoitettu, mutta vaativat erillisen asennonilmaisimen (mekaanisen tai elektronisen) venttiilin asennon vahvistamiseksi.
Q4: Kuinka usein öljynoton sulkuventtiilit tulee tarkastaa ja huoltaa?
The Energiainstituutin ohjeet venttiilien hallintaan (2021) suosittelemme turvallisuuskriittisten luistiventtiilien (kaivon pääventtiilit, BOP-komponentit) toimintatestausta vähintään kerran vuodessa ja täydellistä tarkastusta 3–5 vuoden välein tai laitoksen riskiperusteisen tarkastusohjelman (RBI) mukaisesti. Harvoin käytettyjä pääputkilinjan sulkuventtiilejä tulee käyttää (täysisku tai osaisku) vähintään kerran vuodessa, jotta estetään toimimattomuudesta johtuvat kouristukset. Varren tiiviste tulee tarkastaa ulkoisten vuotojen varalta neljännesvuosittain ja pakata uudelleen tai vaihtaa, kun havaitaan ensimmäiset näkyvät itkumerkit.
Q5: Mikä on laajeneva luistiventtiili ja miksi sitä käytetään öljykaivoissa?
Laajentuva (laatta) luistiventtiili käyttää kahta yhdensuuntaista porttisegmenttiä - ensisijaista laatta ja toissijainen välielementti - jotka pakotetaan mekaanisesti erilleen jousi- tai nokkamekanismilla, kun venttiili saavuttaa kiinni-asennon ja painaa molempia segmenttejä vasten ylävirran ja alavirran istukkaa samanaikaisesti. Tämä tarjoaa luontaisen kaksoislohkotiivistyksen turvautumatta linjan paineeseen istuimen jännitteen saamiseksi, eliminoi lämpösidoksen (koska portti ei kiilaudu) ja mahdollistaa putkien läpiviennin. Per API 6A , laajeneva laattaluukkuventtiili on kaivon pään huollon vakiomalli, koska se saavuttaa vuotamattoman metalli-metallitiivistyksen jopa 20 000 psi:n paineissa ilman voiteluruiskutusta, ja se voidaan asentaa uudelleen luotettavasti hiekan, kalkkikiven ja tuotetun vahan käsittelyn jälkeen.
Kysymys 6: Mitä "paloturvallinen" tarkoittaa luistiventtiilille öljykenttäpalveluissa?
Paloturvallinen luistiventtiili on sellainen, joka on testattu ja sertifioitu säilyttämään hyväksyttävän istuimen ja rungon tiivisteen eheyden jatkuvan tulelle altistumisen jälkeen – tyypillisesti 30 minuutin palaminen 982 °C:ssa, jota seuraa hydrostaattinen painetesti. API 6FA tai API 607 . Käytännössä tämä tarkoittaa, että luistiventtiileissä, joissa on pehmeät (elastomeeriset tai PTFE) ensisijaiset istukat, on oltava toissijaiset metalli-metalli-varaistukat, jotka kytkeytyvät, kun pehmeä istukka palaa pois. Kaikkien tuotantolaitoksen prosessialueella sijaitsevien hiilivetyjä kuljettavien putkien sulkuventtiilien on useimpien toimivien yritysten vaatimusten mukaan oltava paloturvallisuussertifioituja – vaikka ensisijainen istukka saavutetaan pehmeillä istukkamateriaaleilla normaaleissa olosuhteissa.
Q7: Kuinka kauan luistiventtiili kestää öljykenttäpalvelussa?
Oikein määritelty ja huollettu luistiventtiili puhtaan raakaöljyn huollossa tulisi saavuttaa 20–30 vuoden suunniteltu käyttöikä. Todellinen käyttöikä hiekkaa tuottavissa tai hapankaasua tuottavissa kaivoissa voi kuitenkin olla huomattavasti lyhyempi ilman kovapintaisia istuimia ja NACE-standardin mukaisia materiaaleja. Kaivon pääventtiilit vaihdetaan tai kunnostetaan tyypillisesti 5–10 vuoden välein suunnitellun kaivon työskentelyn aikana. Putkilinjan päälinjan sulkuventtiilit haudattuna, ilman kiintoaineita virtausvirrassa ja vuotuiset rasitustestit, saavuttavat rutiininomaisesti 25–40 vuoden käyttöiän. mukaan Pipeline and Gas Journal (2022) , suurireikäisen (24 tuuman, luokka 600#) putkilinjan sulkuventtiilin kentällä vaihtamisen keskimääräinen asennushinta – mukaan lukien kaivaminen, eristäminen ja uudelleen käyttöön ottaminen – ylittää 250 000 dollaria, mikä korostaa oikean alkuperäisen määrityksen ja ennaltaehkäisevän huollon tärkeyttä.
Luistiventtiilien valinnan tarkistuslista öljynpoistoinsinööreille
- Tunnista vaadittu API paineluokka : API 6A kaivonpäille (jopa 20 000 psi), API 6D / ISO 14313 putkille, API 16A BOP kuristus- ja pysäytyslinjoille.
- Määritä laajeneva laatta (rinnakkaisportti). kaikille kaivon pääventtiileille ja kaikille yli 5 000 psi:n tai yli 300 °F:n huoltoille – ei koskaan kiinteää kiilaa.
- Vaadi läpiviennin suunnittelu kaikkialla, missä putkilinjan tiivistys suoritetaan ja missä venttiiliontelon kiintoaineiden kerääntyminen on estettävä.
- Tarkista H2S-pitoisuus: jos H2S-osapaine ylittää 0,05 psia (0,0003 MPa) , kaikkien kantavien metalliosien on oltava NACE MR0175 / ISO 15156 -standardin mukaisia.
- Määritä kovapintaiset istuimet (Stellitti tai volframikarbidi) kaikkiin palveluihin, joissa virtausvirrassa on tuotettua hiekkaa, hankaavia hiukkasia tai kiinteitä hiukkasia.
- Vaadi API 6FA tai API 607 fire-test certification kaikille prosessialueen hiilivetyä kuljettavien putkien sulkuventtiileille.
- Määritä painetiivisteinen konepelti ASME-luokan 900 ja sitä uudempien luistiventtiileille – korkeapainehuollon pultatut kannet ovat dokumentoitu ulkoisen vuodon lähde.
- Sisällytä an vuosittaisen harjoituskokeen vaatimus Huolto-ohjelmassa kaikille harvoin käytettäville luistiventtiileille, jotta estetään passiivisuuden aiheuttamat kouristukset.
- Määritä luistiventtiilit miehittämättömissä tai etäisissä paikoissa hydraulinen tai sähköhydraulinen käyttö vikasulkujousella tai akun palautuksella mahdollistaaksesi etäsammutustoiminnon.